摘要:现代膜分离技术分离的根本原理在于膜具有选择透过性。膜分离法是用天然或人工合成的高分子薄膜,以外界能量或化学位差为推动力,对双组分或多组分的溶质和溶剂进行分离、分级、提纯和富集的方法,可用于液相和气相。对于液相分离,可用于水溶液体系、非水溶液体系、水溶胶体系以及含有其他微粒的水溶液体系。
膜分离技术是利用天然或人工合成的,具有选择透过性的薄膜,以外界能量或化学位差为推动力,对双组分或多组分的溶质和溶剂进行分离,分级,提纯和浓缩的技术。膜分离技术基本上不发生相变化,能耗低;一般在常温下进行,特别适用于热敏性物质的分离,且在闭合回路中运转,减少了材料与 O2 接触;操作只需简单加压输送,反复循环。工艺简单,操作方便;无需通过膜的迁移,不会发生性质改变。基于这些特点,膜分离技术被称为传统化学分离方法的一次革命。对于天然产物的分离,它将是 21 世纪最有发展前途的新技术之一。
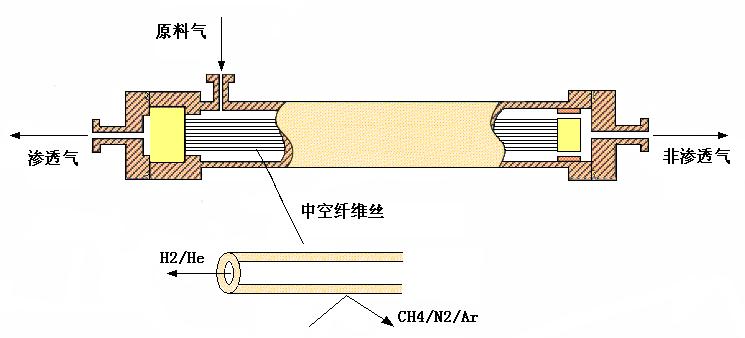
膜分离过滤原理:膜是两个或多个浓度相之间具有选择性的分离屏障,采用错流过滤分离方式,利用膜材料选择性分离功能对给组分进行分离、纯化;错流方式可有效降低膜污染及防止浓差极化现象,系统连续操作。
分离膜的优缺点
分离膜共同的优点是:①节约能源;②在常温下进行,特别适用于热敏性物质的处理,能够防止食品品质的恶化和营养成分及香味物质的损失;③食品的色泽变化小,能保持食品的自然状态;④设备体积小且构造简单,费用较低,效率较高;⑤适用范围广,有机物和无机物都可浓缩,可用于分离、浓缩、纯化、澄清等工艺。
分离膜的缺点是:①产品被浓缩的程度有限;②有时其适用范围受到限制,因加工温度、食品成分、pH、膜的耐药性、膜的耐溶剂性等的不同,有时不能使用分离膜;③规模经济的优势较低,一般需与其他工艺相结合。
食品工业的工艺特点
在食品加工工业中,膜技术应用的最大障碍是处理料液多种多样,物理性质千差万别。同时食品工业要求膜技术的处理成本十分低廉,在日本通常要求每公斤料液的处理成本为几块美元以下,这就更增加了膜分离技术在食品工业中的应用难度。
食品工业要求推广使用膜分离技术的主要理由有以下三点:
1. 提高产品质量;
2. 降低生产成本;
3. 导致新产品开发。
2 膜分离技术在食品工业中的应用
啤酒酿造
反渗透法生产低度啤酒。首先将啤酒经反渗透浓缩,由于膜对酒精的截留能力差,一定量的透过液一起被分离出来,然后用不含酒精的溶液(如无菌水)稀释浓缩液,这样就降低了啤酒的酒精度,另外使用电渗析和离子交换树脂联合装置,可除去水中细菌,病毒,残留农药等,净化啤酒酿造用水。
低度白酒及日本清酒的澄清
白酒中常含有棕榈酸乙酯,油有酸乙酯,亚油酸乙酯等物质,溶于酒精不溶于水,当酒度和温度降低时,这些物质溶解度降低而使白酒混浊,影响产品质量,这些混浊物粒径小,比重轻,用常规法不佳,但用超滤法分离就可保证白酒质量。日本清酒类似我国黄酒,一般在65度装瓶,易破坏部分香味物质,引起酒质下降,未经加热的生酒风味好,但易酸败产生白色沉淀。日本针对这些问题,用超滤法除去混浊物和菌体,用无菌瓶装工艺形成了完全不加热生产清酒的新技术
2.3 味精的分离
传统的味精提取工艺中,采用对发酵液的带菌等电点离交法,收率低,且易形成 β型谷氨酸,有人采用先除菌的发酵液浓缩进行浓缩等电点的研究,提高收率,但通常采用离心法除菌,除菌率低,操作强渡大,未被推广。膜分离可提高收率。传统有机膜存在通量较小,浓缩比较低的缺点,如今用新型的无机陶瓷膜,实现了除菌、洗菌、浓缩过程的连续化操作。
茶饮料
绿茶种茶多酚抗癌,益健康,目前茶饮料很流行。生产中茶水的多酚类物质和水溶蛋白质等咯合物形成絮状沉淀气体膜分离,茶多酚在生产中富集问题一直是技术难点。选用不同的超滤膜可调节茶饮料中茶多酚和固形物含量,改善其凝絮,沉淀现象;若提取茶多酚,选用不同的超滤膜又可以从茶中分离出大分子蛋白质和果胶类物质,减少茶多酚与其络合物生成的富集茶多酚,改善溶液萃取性质。罗龙新等人分别用 EC(蒸发);UF(超滤)+RO(反渗透);UF(超滤)+EC(蒸发);RO(反渗透)四个工艺对绿茶、红茶、乌龙茶汁进行浓缩实验,得出UF+RO, RO这两种工艺对保留化学成分和香味品质最佳;UF+RO,UF+EC这两种工艺对从茶汁中取出蛋白质,果胶的效果及茶汁的澄清度最佳。因而得出 UF+RO这种工艺为茶汁浓缩的最佳工艺。
酿造酱油
利用超滤技术进行酱油的澄清除菌,可以获得高澄清度优质酱油。由于超滤膜的选择性,酱油中的氨基酸,盐,有机酸等小分子风味物质透过膜,其他的大分子物质如微生物菌体,大分子蛋白质,杂质颗粒沉淀等则被截留,从而获得澄清透明的酱油,但是膜材料易被污染,主要由蛋白质污染,是个重要因素
食用色素精制工艺
在天然色素的生产工艺中,需要脱除萃取过程中产生的不纯物和杂菌,在合成色素的生产工艺中,最后的除菌工序也是必不可少的。通常使用的硅藻土过滤,可在0.02~0.03Pa的低压下产生300~600l/m3·hr的透过量,故作为简便的杂质脱除方法沿用至今。但硅藻土过滤不可完全除菌,还需加一级除菌过滤。
使用带有微滤膜的板框式膜分离装置,不仅可得到与硅藻土过滤相同的透过通量,而且具有硅藻土过滤所不具备的除菌功能。因此在食用色素的精制工艺中,PF膜分离装置广泛取代了硅藻土过滤。图4给出了色素生产的基本流程。
膜分离技术在果汁生产应用中主要有果汁澄清、除菌和浓缩。
新的膜分离工艺流程为:苹果汁经过55度巴氏杀菌,再用果胶酶和淀粉酶55度处理,添加砂滤水进行超滤得到澄清果汁。
在果汁浓缩中反渗透主要用于果蔬汁的预浓缩,许多研究表明不能完全取代蒸发浓缩。
原因是:
1、果汁的渗透压随浓度增加迅速升高。
2、随着浓度增加,浓差极化加剧,透过速率急剧下降。
3、当浓度较高时,某些反渗透膜对风味物质保留的选择性较抵。
膜分离在乳品工业中的应用:如乳清蛋白回收,乳品标准化等,干酪生产等。
乳清蛋白回收:乳清经过85度15秒,pH值调到5.2~5.9的预处理之后超滤,浓缩液干燥可得到强化乳清粉,透过液再用反渗透处理,反渗透的滤过液可直接排到下水道,浓缩液可作为动物饲料。
乳品的标准化:因受到各种因素的影响,原料乳的组成及其成分实际上是很不均匀的。所以为了获得质量更为一致的产品,在乳品加工中,常常需要通过一定的工艺过程调整原料乳的成分和组成,此即标准化过程。
超滤能截留原料乳中的几乎全部的蛋白质,并保持乳糖和灰分等组分的相对稳定。故可用于乳品的标准化。
在奶酪加工中应用可以提高干酪产量越20%。
谈到膜分离技术就应该想到浓差极化现象:在诸如反渗透等以压力为推动力的膜分离过程中,由于机械力的作用,迫使溶液中的溶质和溶剂都趋向穿过膜。其中溶剂基本上可以全部穿过,但对于溶质来说,由于膜的阻碍作用,使其大部分无法通过而被截留在高压侧表面上而积累。造成由膜表面到主体溶液之间的浓度梯度,从而引起溶质从膜表面通过边界层,向主体流扩散,这种现象即为浓差极化。
浓差极化的危害:
1、溶质透过率增加,降低膜的质量。
2、局部浓度升高引起溶液中某一组分趋于饱和,该组分在膜表面上成沉淀析出或形成凝胶,减少了膜有效面积或哦者增加了串联的二次膜,所以也相应地使透水速度降低,严重时导致膜的分离作用完全丧失。
3、膜表面上溶质浓度的增加,必然导致界面上渗透压增高,因而推动力降低,也降低了透水速度,如果要保持透水速度不变,必然要加大推动力,因而能耗随之增加。
浓差极化的影响因素:
1、与透水速度成正比
2、溶液黏度
3、溶质在溶剂中的扩散系数
4、膜表面上溶液的流动条件
浓差极化的控制:
1、预处理(过滤除掉微粒状物质)
2、温度,在物料性质和膜性质允许的条件下尽可能提高处理温度
3、溶液的流动形式(超声波震动)
4、操作方式(逆向冲洗)
膜分离技术是利用天然或人工合成的,具有选择透过性的薄膜,以外界能量或化学位差为推动力,对双组分或多组分的溶质和溶剂进行分离,分级,提纯和浓缩的技术。膜分离技术基本上不发生相变化,能耗低;一般在常温下进行,特别适用于热敏性物质的分离,且在闭合回路中运转,减少了材料与 O2 接触;操作只需简单加压输送,反复循环。工艺简单,操作方便;无需通过膜的迁移,不会发生性质改变。基于这些特点,膜分离技术被称为传统化学分离方法的一次革命。对于天然产物的分离,它将是 21 世纪最有发展前途的新技术之一。
1. 膜分离方法的基本特性
膜是膜分离技术的核心。膜材料的物理化学性质,膜的分离透性和膜的使用成本对膜分离技术起着决定性的影响。目前使用的分离膜多为高分子膜;纤维膜材料主要用于反渗透,钠滤,微滤,芳香聚酰胺类和杂环类膜材料主要用于反渗透;聚砜是超滤UF,微滤膜材料,并用作复合模的支撑材料;聚酰亚胺是耐高温,化学稳定性好的膜材料,用于超滤和反渗透膜;聚丙烯晴膜水通量大于聚砜,是 UF和 MF的材料;其它如硅橡胶,聚烯烃类和含氟高分子等多用作渗透蒸发膜材料。在分离不同溶质时,先知道被分离物质的分子量,按其分子量的大小来考虑选用哪一种分离形式,以免造成膜表面有附着物和孔堵塞,类似的膜污染和劣化导致通量的衰减,造成膜的使用效率降低。所以,恰当的选择膜分离在生产流程中的切入点,料液的预处理和选择相应的膜清洗方式,将有效的延长膜的使用周期和寿命。
2 膜分离技术在食品工业中的应用
2.1 啤酒酿造
反渗透法生产低度啤酒。首先将啤酒经反渗透浓缩,由于膜对酒精的截留能力差,一定量的透过液一起被分离出来,然后用不含酒精的溶液(如无菌水)稀释浓缩液,这样就降低了啤酒的酒精度,另外使用电渗析和离子交换树脂联合装置,可除去水中细菌,病毒,残留农药等,净化啤酒酿造用水。
2.2 低度白酒及日本清酒的澄清
白酒中常含有棕榈酸乙酯,油有酸乙酯,亚油酸乙酯等物质,溶于酒精不溶于水,当酒度和温度降低时,这些物质溶解度降低而使白酒混浊,影响产品质量,这些混浊物粒径小,比重轻,用常规法不佳,但用超滤法分离就可保证白酒质量。日本清酒类似我国黄酒,一般在65度装瓶,易破坏部分香味物质,引起酒质下降,未经加热的生酒风味好,但易酸败产生白色沉淀。日本针对这些问题,用超滤法除去混浊物和菌体,用无菌瓶装工艺形成了完全不加热生产清酒的新技术。
2.3 味精的分离
传统的味精提取工艺中,采用对发酵液的带菌等电点离交法,收率低,且易形成 β型谷氨酸,有人采用先除菌的发酵液浓缩进行浓缩等电点的研究,提高收率,但通常采用离心法除菌,除菌率低,操作强渡大,未被推广。膜分离可提高收率。传统有机膜存在通量较小,浓缩比较低的缺点,如今用新型的无机陶瓷膜,实现了除菌、洗菌、浓缩过程的连续化操作。
2.4 酿造酱油
利用超滤技术进行酱油的澄清除菌,可以获得高澄清度优质酱油。由于超滤膜的选择性,酱油中的氨基酸,盐,有机酸等小分子风味物质透过膜,其他的大分子物质如微生物菌体,大分子蛋白质,杂质颗粒沉淀等则被截留,从而获得澄清透明的酱油,但是膜材料易被污染,主要由蛋白质污染,是个重要因素。
2.5 大豆乳清回收
大豆分离蛋白生产过程中的乳清一直是环保治理的难点。乳清中的乳清蛋白质,大豆低聚糖和盐类,排放到自然水体会造成污染。其中大豆低聚糖被称为胀气因子过去一直不受欢迎,但八十年代日本研究发现大豆低聚糖中的棉籽糖和水苏糖对人体中的双歧杆菌有活化和增值作为,是功能性甜味剂。对大豆分离蛋白过程中产生的乳清经超滤→一级钠滤→二级钠滤→反渗透得到回收物质,变废为宝。
2.6茶饮料
绿茶种茶多酚抗癌,益健康,目前茶饮料很流行。生产中茶水的多酚类物质和水溶蛋白质等咯合物形成絮状沉淀,茶多酚在生产中富集问题一直是技术难点。选用不同的超滤膜可调节茶饮料中茶多酚和固形物含量,改善其凝絮,沉淀现象;若提取茶多酚,选用不同的超滤膜又可以从茶中分离出大分子蛋白质和果胶类物质,减少茶多酚与其络合物生成的富集茶多酚,改善溶液萃取性质。罗龙新等人分别用 EC(蒸发);UF(超滤)+RO(反渗透);UF(超滤)+EC(蒸发);RO(反渗透)四个工艺对绿茶、红茶、乌龙茶汁进行浓缩实验,得出UF+RO, RO这两种工艺对保留化学成分和香味品质最佳;UF+RO,UF+EC这两种工艺对从茶汁中取出蛋白质,果胶的效果及茶汁的澄清度最佳。因而得出 UF+RO这种工艺为茶汁浓缩的最佳工艺。
新的膜分离工艺流程为:苹果汁经过55度巴氏杀菌,再用果胶酶和淀粉酶55度处理,添加砂滤水进行超滤得到澄清果汁。
在果汁浓缩中反渗透主要用于果蔬汁的预浓缩,许多研究表明不能完全取代蒸发浓缩。
原因是:
1、果汁的渗透压随浓度增加迅速升高。
2、随着浓度增加,浓差极化加剧,透过速率急剧下降。
3、当浓度较高时,某些反渗透膜对风味物质保留的选择性较抵。
膜分离在乳品工业中的应用:如乳清蛋白回收,乳品标准化等,干酪生产等。
乳清蛋白回收:乳清经过85度15秒,pH值调到5.2~5.9的预处理之后超滤,浓缩液干燥可得到强化乳清粉,透过液再用反渗透处理,反渗透的滤过液可直接排到下水道,浓缩液可作为动物饲料。
乳品的标准化:因受到各种因素的影响,原料乳的组成及其成分实际上是很不均匀的。所以为了获得质量更为一致的产品,在乳品加工中,常常需要通过一定的工艺过程调整原料乳的成分和组成,此即标准化过程。
超滤能截留原料乳中的几乎全部的蛋白质,并保持乳糖和灰分等组分的相对稳定。故可用于乳品的标准化。
在奶酪加工中应用可以提高干酪产量越20%。
谈到膜分离技术就应该想到浓差极化现象:在诸如反渗透等以压力为推动力的膜分离过程中,由于机械力的作用,迫使溶液中的溶质和溶剂都趋向穿过膜。其中溶剂基本上可以全部穿过,但对于溶质来说,由于膜的阻碍作用,使其大部分无法通过而被截留在高压侧表面上而积累。造成由膜表面到主体溶液之间的浓度梯度,从而引起溶质从膜表面通过边界层,向主体流扩散,这种现象即为浓差极化。
浓差极化的危害:
1、溶质透过率增加,降低膜的质量。
2、局部浓度升高引起溶液中某一组分趋于饱和,该组分在膜表面上成沉淀析出或形成凝胶,减少了膜有效面积或哦者增加了串联的二次膜,所以也相应地使透水速度降低,严重时导致膜的分离作用完全丧失。
3、膜表面上溶质浓度的增加,必然导致界面上渗透压增高,因而推动力降低,也降低了透水速度,如果要保持透水速度不变,必然要加大推动力,因而能耗随之增加。
浓差极化的影响因素:
1、与透水速度成正比
2、溶液黏度
3、溶质在溶剂中的扩散系数
4、膜表面上溶液的流动条件
浓差极化的控制:
1、预处理(过滤除掉微粒状物质)
2、温度,在物料性质和膜性质允许的条件下尽可能提高处理温度
3、溶液的流动形式(超声波震动)
4、操作方式(逆向冲洗)
膜分离技术是利用天然或人工合成的,具有选择透过性的薄膜,以外界能量或化学位差为推动力,对双组分或多组分的溶质和溶剂进行分离,分级,提纯和浓缩的技术。膜分离技术基本上不发生相变化,能耗低;一般在常温下进行,特别适用于热敏性物质的分离,且在闭合回路中运转,减少了材料与 O2 接触;操作只需简单加压输送,反复循环。工艺简单,操作方便;无需通过膜的迁移,不会发生性质改变。基于这些特点,膜分离技术被称为传统化学分离方法的一次革命。对于天然产物的分离,它将是 21 世纪最有发展前途的新技术之一。
1. 膜分离方法的基本特性
膜是膜分离技术的核心。膜材料的物理化学性质,膜的分离透性和膜的使用成本对膜分离技术起着决定性的影响。目前使用的分离膜多为高分子膜;纤维膜材料主要用于反渗透,钠滤,微滤,芳香聚酰胺类和杂环类膜材料主要用于反渗透;聚砜是超滤UF,微滤膜材料,并用作复合模的支撑材料;聚酰亚胺是耐高温,化学稳定性好的膜材料,用于超滤和反渗透膜;聚丙烯晴膜水通量大于聚砜,是 UF和 MF的材料;其它如硅橡胶,聚烯烃类和含氟高分子等多用作渗透蒸发膜材料。在分离不同溶质时,先知道被分离物质的分子量,按其分子量的大小来考虑选用哪一种分离形式,以免造成膜表面有附着物和孔堵塞,类似的膜污染和劣化导致通量的衰减,造成膜的使用效率降低。所以,恰当的选择膜分离在生产流程中的切入点,料液的预处理和选择相应的膜清洗方式,将有效的延长膜的使用周期和寿命。
2 膜分离技术在食品工业中的应用
2.1 啤酒酿造
反渗透法生产低度啤酒。首先将啤酒经反渗透浓缩,由于膜对酒精的截留能力差,一定量的透过液一起被分离出来,然后用不含酒精的溶液(如无菌水)稀释浓缩液,这样就降低了啤酒的酒精度,另外使用电渗析和离子交换树脂联合装置,可除去水中细菌,病毒,残留农药等,净化啤酒酿造用水。
2.2 低度白酒及日本清酒的澄清
白酒中常含有棕榈酸乙酯,油有酸乙酯,亚油酸乙酯等物质,溶于酒精不溶于水,当酒度和温度降低时,这些物质溶解度降低而使白酒混浊,影响产品质量,这些混浊物粒径小,比重轻,用常规法不佳,但用超滤法分离就可保证白酒质量。日本清酒类似我国黄酒,一般在65度装瓶,易破坏部分香味物质,引起酒质下降,未经加热的生酒风味好,但易酸败产生白色沉淀。日本针对这些问题,用超滤法除去混浊物和菌体,用无菌瓶装工艺形成了完全不加热生产清酒的新技术。
2.3 味精的分离
传统的味精提取工艺中,采用对发酵液的带菌等电点离交法,收率低,且易形成 β型谷氨酸,有人采用先除菌的发酵液浓缩进行浓缩等电点的研究,提高收率,但通常采用离心法除菌,除菌率低,操作强渡大,未被推广。膜分离可提高收率。传统有机膜存在通量较小,浓缩比较低的缺点,如今用新型的无机陶瓷膜,实现了除菌、洗菌、浓缩过程的连续化操作。
2.4 酿造酱油
利用超滤技术进行酱油的澄清除菌,可以获得高澄清度优质酱油。由于超滤膜的选择性,酱油中的氨基酸,盐,有机酸等小分子风味物质透过膜,其他的大分子物质如微生物菌体,大分子蛋白质,杂质颗粒沉淀等则被截留,从而获得澄清透明的酱油,但是膜材料易被污染,主要由蛋白质污染,是个重要因素。
2.5 大豆乳清回收
大豆分离蛋白生产过程中的乳清一直是环保治理的难点。乳清中的乳清蛋白质,大豆低聚糖和盐类,排放到自然水体会造成污染。其中大豆低聚糖被称为胀气因子过去一直不受欢迎,但八十年代日本研究发现大豆低聚糖中的棉籽糖和水苏糖对人体中的双歧杆菌有活化和增值作为,是功能性甜味剂。对大豆分离蛋白过程中产生的乳清经超滤→一级钠滤→二级钠滤→反渗透得到回收物质,变废为宝。
2.6茶饮料
绿茶种茶多酚抗癌,益健康,目前茶饮料很流行。生产中茶水的多酚类物质和水溶蛋白质等咯合物形成絮状沉淀,茶多酚在生产中富集问题一直是技术难点。选用不同的超滤膜可调节茶饮料中茶多酚和固形物含量,改善其凝絮,沉淀现象;若提取茶多酚,选用不同的超滤膜又可以从茶中分离出大分子蛋白质和果胶类物质,减少茶多酚与其络合物生成的富集茶多酚,改善溶液萃取性质。罗龙新等人分别用 EC(蒸发);UF(超滤)+RO(反渗透);UF(超滤)+EC(蒸发);RO(反渗透)四个工艺对绿茶、红茶、乌龙茶汁进行浓缩实验,得出UF+RO, RO这两种工艺对保留化学成分和香味品质最佳;UF+RO,UF+EC这两种工艺对从茶汁中取出蛋白质,果胶的效果及茶汁的澄清度最佳。因而得出 UF+RO这种工艺为茶汁浓缩的最佳工艺。
新的膜分离工艺流程为:苹果汁经过55度巴氏杀菌,再用果胶酶和淀粉酶55度处理,添加砂滤水进行超滤得到澄清果汁。
在果汁浓缩中反渗透主要用于果蔬汁的预浓缩,许多研究表明不能完全取代蒸发浓缩。
原因是:
1、果汁的渗透压随浓度增加迅速升高。
2、随着浓度增加,浓差极化加剧,透过速率急剧下降。
3、当浓度较高时,某些反渗透膜对风味物质保留的选择性较抵。
膜分离在乳品工业中的应用:如乳清蛋白回收,乳品标准化等,干酪生产等。
乳清蛋白回收:乳清经过85度15秒,pH值调到5.2~5.9的预处理之后超滤,浓缩液干燥可得到强化乳清粉,透过液再用反渗透处理,反渗透的滤过液可直接排到下水道,浓缩液可作为动物饲料。
乳品的标准化:因受到各种因素的影响,原料乳的组成及其成分实际上是很不均匀的。所以为了获得质量更为一致的产品,在乳品加工中,常常需要通过一定的工艺过程调整原料乳的成分和组成,此即标准化过程。
超滤能截留原料乳中的几乎全部的蛋白质,并保持乳糖和灰分等组分的相对稳定。故可用于乳品的标准化。
在奶酪加工中应用可以提高干酪产量越20%。
谈到膜分离技术就应该想到浓差极化现象:在诸如反渗透等以压力为推动力的膜分离过程中,由于机械力的作用,迫使溶液中的溶质和溶剂都趋向穿过膜。其中溶剂基本上可以全部穿过,但对于溶质来说,由于膜的阻碍作用,使其大部分无法通过而被截留在高压侧表面上而积累。造成由膜表面到主体溶液之间的浓度梯度,从而引起溶质从膜表面通过边界层,向主体流扩散,这种现象即为浓差极化。
浓差极化的危害:
1、溶质透过率增加,降低膜的质量。
2、局部浓度升高引起溶液中某一组分趋于饱和,该组分在膜表面上成沉淀析出或形成凝胶,减少了膜有效面积或哦者增加了串联的二次膜,所以也相应地使透水速度降低,严重时导致膜的分离作用完全丧失。
3、膜表面上溶质浓度的增加,必然导致界面上渗透压增高,因而推动力降低,也降低了透水速度,如果要保持透水速度不变,必然要加大推动力,因而能耗随之增加。
浓差极化的影响因素:
1、与透水速度成正比
2、溶液黏度
3、溶质在溶剂中的扩散系数
4、膜表面上溶液的流动条件
浓差极化的控制:
1、预处理(过滤除掉微粒状物质)
2、温度,在物料性质和膜性质允许的条件下尽可能提高处理温度
3、溶液的流动形式(超声波震动)
4、操作方式(逆向冲洗)
膜分离技术是利用天然或人工合成的,具有选择透过性的薄膜,以外界能量或化学位差为推动力,对双组分或多组分的溶质和溶剂进行分离,分级,提纯和浓缩的技术。膜分离技术基本上不发生相变化,能耗低;一般在常温下进行,特别适用于热敏性物质的分离,且在闭合回路中运转,减少了材料与 O2 接触;操作只需简单加压输送,反复循环。工艺简单,操作方便;无需通过膜的迁移,不会发生性质改变。基于这些特点,膜分离技术被称为传统化学分离方法的一次革命。对于天然产物的分离,它将是 21 世纪最有发展前途的新技术之一。
1. 膜分离方法的基本特性
膜是膜分离技术的核心。膜材料的物理化学性质,膜的分离透性和膜的使用成本对膜分离技术起着决定性的影响。目前使用的分离膜多为高分子膜;纤维膜材料主要用于反渗透,钠滤,微滤,芳香聚酰胺类和杂环类膜材料主要用于反渗透;聚砜是超滤UF,微滤膜材料,并用作复合模的支撑材料;聚酰亚胺是耐高温,化学稳定性好的膜材料,用于超滤和反渗透膜;聚丙烯晴膜水通量大于聚砜,是 UF和 MF的材料;其它如硅橡胶,聚烯烃类和含氟高分子等多用作渗透蒸发膜材料。在分离不同溶质时,先知道被分离物质的分子量,按其分子量的大小来考虑选用哪一种分离形式,以免造成膜表面有附着物和孔堵塞,类似的膜污染和劣化导致通量的衰减,造成膜的使用效率降低。所以,恰当的选择膜分离在生产流程中的切入点,料液的预处理和选择相应的膜清洗方式,将有效的延长膜的使用周期和寿命。
2 膜分离技术在食品工业中的应用
2.1 啤酒酿造
反渗透法生产低度啤酒。首先将啤酒经反渗透浓缩,由于膜对酒精的截留能力差,一定量的透过液一起被分离出来,然后用不含酒精的溶液(如无菌水)稀释浓缩液,这样就降低了啤酒的酒精度,另外使用电渗析和离子交换树脂联合装置,可除去水中细菌,病毒,残留农药等,净化啤酒酿造用水。
在鲜啤酒生产过程中采用微滤膜常温下处理用水及发酵液,可有效去除水中的大肠杆菌和谷类杂菌,有效去除发酵液中的污染微生物和残留的酵母菌。褚良银等人采用孔径为0.5µm陶瓷膜处理除菌率达100%,色截留率仅为3%。
2.2 低度白酒及日本清酒的澄清
白酒中常含有棕榈酸乙酯,油有酸乙酯,亚油酸乙酯等物质,溶于酒精不溶于水,当酒度和温度降低时,这些物质溶解度降低而使白酒混浊,影响产品质量,这些混浊物粒径小,比重轻,用常规法不佳,但用超滤法分离就可保证白酒质量。日本清酒类似我国黄酒,一般在65度装瓶,易破坏部分香味物质,引起酒质下降,未经加热的生酒风味好,但易酸败产生白色沉淀。日本针对这些问题,用超滤法除去混浊物和菌体,用无菌瓶装工艺形成了完全不加热生产清酒的新技术。
2.3 味精的分离
传统的味精提取工艺中,采用对发酵液的带菌等电点离交法,收率低,且易形成 β型谷氨酸,有人采用先除菌的发酵液浓缩进行浓缩等电点的研究,提高收率,但通常采用离心法除菌,除菌率低,操作强渡大,未被推广。膜分离可提高收率。传统有机膜存在通量较小,浓缩比较低的缺点,如今用新型的无机陶瓷膜,实现了除菌、洗菌、浓缩过程的连续化操作。
2.4 酿造酱油
利用超滤技术进行酱油的澄清除菌,可以获得高澄清度优质酱油。由于超滤膜的选择性,酱油中的氨基酸,盐,有机酸等小分子风味物质透过膜,其他的大分子物质如微生物菌体,大分子蛋白质,杂质颗粒沉淀等则被截留,从而获得澄清透明的酱油,但是膜材料易被污染,主要由蛋白质污染,是个重要因素。
2.5 大豆乳清回收
大豆分离蛋白生产过程中的乳清一直是环保治理的难点。乳清中的乳清蛋白质,大豆低聚糖和盐类,排放到自然水体会造成污染。其中大豆低聚糖被称为胀气因子过去一直不受欢迎,但八十年代日本研究发现大豆低聚糖中的棉籽糖和水苏糖对人体中的双歧杆菌有活化和增值作为,是功能性甜味剂。对大豆分离蛋白过程中产生的乳清经超滤→一级钠滤→二级钠滤→反渗透得到回收物质,变废为宝。
2.6茶饮料
绿茶种茶多酚抗癌,益健康,目前茶饮料很流行。生产中茶水的多酚类物质和水溶蛋白质等咯合物形成絮状沉淀,茶多酚在生产中富集问题一直是技术难点。选用不同的超滤膜可调节茶饮料中茶多酚和固形物含量,改善其凝絮,沉淀现象;若提取茶多酚,选用不同的超滤膜又可以从茶中分离出大分子蛋白质和果胶类物质,减少茶多酚与其络合物生成的富集茶多酚,改善溶液萃取性质。罗龙新等人分别用 EC(蒸发);UF(超滤)+RO(反渗透);UF(超滤)+EC(蒸发);RO(反渗透)四个工艺对绿茶、红茶、乌龙茶汁进行浓缩实验,得出UF+RO, RO这两种工艺对保留化学成分和香味品质最佳;UF+RO,UF+EC这两种工艺对从茶汁中取出蛋白质,果胶的效果及茶汁的澄清度最佳。因而得出 UF+RO这种工艺为茶汁浓缩的最佳工艺。
新的膜分离工艺流程为:苹果汁经过55度巴氏杀菌,再用果胶酶和淀粉酶55度处理,添加砂滤水进行超滤得到澄清果汁。
在果汁浓缩中反渗透主要用于果蔬汁的预浓缩,许多研究表明不能完全取代蒸发浓缩。
原因是:
1、果汁的渗透压随浓度增加迅速升高。
2、随着浓度增加,浓差极化加剧,透过速率急剧下降。
3、当浓度较高时,某些反渗透膜对风味物质保留的选择性较抵。
膜分离在乳品工业中的应用:如乳清蛋白回收,乳品标准化等,干酪生产等。
乳清蛋白回收:乳清经过85度15秒,pH值调到5.2~5.9的预处理之后超滤,浓缩液干燥可得到强化乳清粉,透过液再用反渗透处理,反渗透的滤过液可直接排到下水道,浓缩液可作为动物饲料。
乳品的标准化:因受到各种因素的影响,原料乳的组成及其成分实际上是很不均匀的。所以为了获得质量更为一致的产品,在乳品加工中,常常需要通过一定的工艺过程调整原料乳的成分和组成,此即标准化过程。
超滤能截留原料乳中的几乎全部的蛋白质,并保持乳糖和灰分等组分的相对稳定。故可用于乳品的标准化。
在奶酪加工中应用可以提高干酪产量越20%。
膜技术在豆制品工业中的主要应用是分离和回收蛋白质。生产豆乳时产生的大豆乳清,通常方法只能从中提取60%的蛋白质,利用超滤法浓缩残留蛋白质,能够增加20~30%的豆腐收得率。采用超滤法还可以在浓缩蛋白的同时,去除产生豆膻味和影响豆乳稳定性的低分子物质,提高豆乳质量。
豆制品工业中的乳清处理,对防止水体污染意义重大。大豆乳清中含有多种低分子蛋白质、多糖类、肽、少糖类等物质,采用超滤法可以从大豆乳清中回收浓缩大豆蛋白,以满足人类和畜牧业的需求。此外,还可获得β-淀粉酶产品。
利用膜技术还可以获得大豆异黄酮、大豆寡糖、大豆分离蛋白、寡肽、免疫球蛋白、竹叶黄酮等功能食品的功能配料。
膜分离技术在发酵工业中的应用
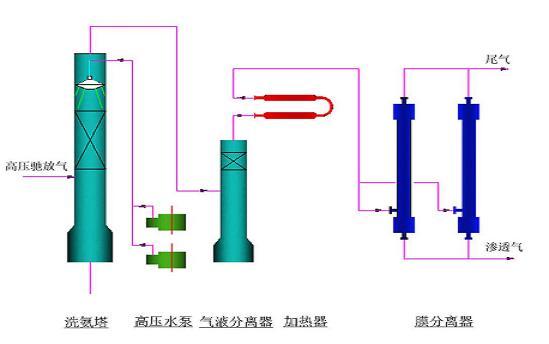
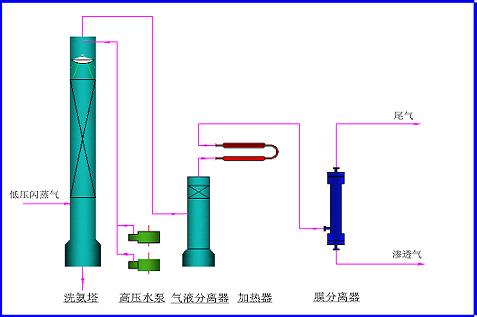
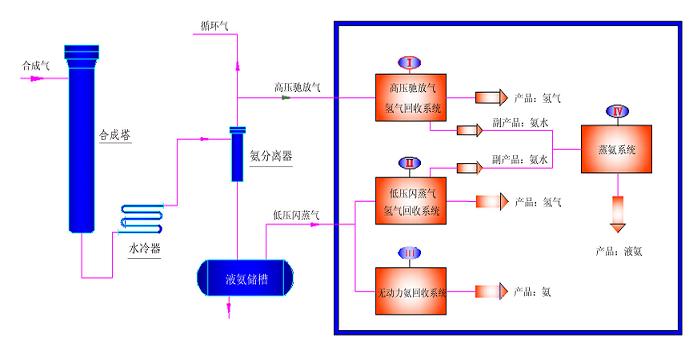
我国从上世纪70年代开始,膜分离技术在酶制剂企业有较早的成功应用经验。在α—淀粉酶生产中,将发酵液去杂,然后将上清液通过超滤浓缩,代替了蒸发浓缩,降低了能耗。用于淀粉酶、糖化酶、蛋白酶的浓缩,截留分子量1万,处理能力每小时5001,浓缩倍数10倍,收率98%。年产维生素C1.5万吨的江苏江山制药,采用三达锯齿超滤和纳滤提纯浓缩装置处理发酵液。超滤膜有很强的抗污染能力和抗菌丝体流体磨损;纳滤不仅是提高纯度,而且使浓度从6%提高到16%。由于用膜分离替代了原有传统脱色、压滤、蒸发等过程,使生产过程实现了自动化流水作业,大大提高了半成品质量,并使每kg维生素C的成本降低2—3美元。
食品发酵行业也可用膜分离取代传统的压滤机,不但可以取消矽藻土助滤,而且能提高半成品和产品的质量。例如对发酵液的处理:首先进入微滤,有效范围0.05—2.5微米,截留除去各种微粒,包括细菌、霉菌、酵母等微生物和3—10微米未降解的淀粉粒;再进行超滤,有效范围1—20纳米,截留大分子的蛋白质、酶、分子量5000以上的物质,使对分子量区別较大的可溶物,进行分离。再进入纳滤,有效范围2纳米,截留糖、二价盐、有机酸,从溶液中截留分子量300—1000的物质,通过上述膜处理获得的发酵净化液,不仅纯度上升,结晶品的质量和收串也大幅上升。
在糖及其衍生物方面。微滤对提高质量起到关键作用。湛江糖业公司在年产万吨级精制砂糖,采用400 l/㎡微滤装置、60%的糖液微滤后,色值、浊度和不溶性杂质三项指标比过去减少20%—60%,产品质量达国际水平。云南天元生产的低聚果糖,采用聚丙烯0.22μm微孔膜过滤,明显提高了产品的质量。以出口为主的木糖和木糖醇结晶企业,安装了微滤装置,使成品质量达到FCC级水平。
今后以粮食为原料的发酵工业,生产过程主要是在液体中进行,膜技术大有用武之地。发酵工业和膜工业需要共同研究探讨的问题有:1.针对不同的发酵产品和不同生产工艺,采用不同的膜分离技术,实现提高质量,增加收率,降低成本;2.采用膜分离技术改革生产工艺,搞好综合利用;3.节约生产用水;有机废水膜处理回收有机物,取代生化处理,中水回用于生产;实现清洁生产零排放。
膜分离技术的前景
综上所述,膜分离技术在食品加工领域中的应用日益广泛,利用膜技术生产的食品有其明显的优势。但需要改进的地方还很多,其中最主要的是膜性能和膜装置的改进。膜性能的改善包括以下四个方面:①开发透过率高、选择性强的膜;②开发不易发生污染的膜;③开发用简单的清洗方法即可清除污染的膜和膜装置以及具有全自动反冲洗装置的膜分离系统;④开发用简单的热蒸汽杀菌即可杀菌的膜和膜装置;⑤膜清洗和保护技术;⑥开发新的超薄膜,甚至是单分子膜,以实现低压下的高透过率。新型的膜分离技术目前大部分处于实验室规模,各国对膜技术的研究和开发投入了大量的人力物力,研究开发所用经费高达产值的6%~9%,1990年全世界制膜工业销售总额已达到40亿美元。膜技术是当代国际上公认的最具有经济效益和社会效益的高新技术之一,虽然分离膜存在一些缺点,但其优势非常明显。为了提高产品附加值及开发新产品而采用膜分离技术是食品加工的发展方向之一,膜分离技术一旦实现大规模的工业应用,将会引起工业生产的重大革新。